
数控高速切削加工中表面质量的研究
VIP免费

95%B0控高速切削加工若干关键技术的研究
第三章 数控高速切削加工中表面质量的研究
3. 1 数控高速切削加工表面形成特征
数控高速切削加工在大幅度提高切削加工效率的同时也可以获得更高的表面加工质量。
表面粗糙度的高低、表面残余应力的性质和大小、加工表面的硬化程度等是衡量加工表面质
量的三项重要指标。
影响加工表面质量的因素主要有刀具材料、工件材料、刀具几何参数、切削参数和加工方
式等,但在研究各种因素对加工表面质量的影响之前,首先要对加工表面特征的形成有充分
的认识和了解。在切削加工过程中,利用切削刀具的作用,使工件上的待切削层变成切屑,
这样就形成了工件的已加工表面。下面通过一个已经被普遍接受的加工表面形成的简化模型
来描述数控高速切削加工表面形成的特征(图3-1)。
图3-1 数控高速切削加工表面形成特征简化模型
在上述的影响因素中,刀具几何参数对已加工表面质量的影响是很大的,但用任何刀具
材料所制作的切削刀具都不可能蘑得绝对锋利,这主要是为了增强刀尖强度,高速加工刀具
也具有这个特点,刀具的刃口总是要具有一定的圆角的。在图 3-1 中有两个关键的点 0 (0 点
称为基点,它是工件待切削层的分界点)和N(它是刀具和工件接触的最低点),还有三个重要
的层:工件待切削层、残余层△h和回弹层 n。加工表面的形成过程大致如下:刀具相对于工
件向左运动,待切削层材料在刀具的作用下分为两个部分,在基点 0以上的材料将沿前刀面
摩擦、变形、流出而形成刀屑,在点 0以下厚度为△h的待切削材料由于刀尖圆角的作用使工
件母体材料产生弹性变形,随着刀具的向左运动,从而向下绕过刀尖圆角,在经过最低点 N
之后又由于材料的弹性回复而向上弹回,就形成了一个厚度为 n的材料层。但这部分材料还
是和后刀面毗邻切削刃的部分相接触的,这样就对工件表面产生了法向压力和切向摩擦力。
其中法向压力使工件产生了径向的弹性变形和塑性变形;摩擦力使工件加工表面产生了切向
的弹性变形和塑性变形。通常把这个区域称为第三变形区,这部分材料在经过塑性变形之后
就形成了工件已加工表面。由以上过程可以看出:待切削层的部分材料没有变成切屑而转变
成工件已加工表面。这样一来,已加工表面就具有了一定的表面粗糙度,并且在加工表面上

摘要:
展开>>
收起<<
95%B0控高速切削加工若干关键技术的研究第三章数控高速切削加工中表面质量的研究3.1数控高速切削加工表面形成特征数控高速切削加工在大幅度提高切削加工效率的同时也可以获得更高的表面加工质量。表面粗糙度的高低、表面残余应力的性质和大小、加工表面的硬化程度等是衡量加工表面质量的三项重要指标。影响加工表面质量的因素主要有刀具材料、工件材料、刀具几何参数、切削参数和加工方式等,但在研究各种因素对加工表面质量的影响之前,首先要对加工表面特征的形成有充分的认识和了解。在切削加工过程中,利用切削刀具的作用,使工件上的待切削层变成切屑,这样就形成了工件的已加工表面。下面通过一个已经被普遍接受的加工表面形成的简...
相关推荐
-
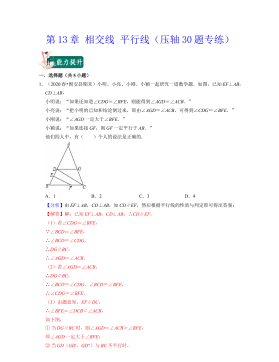
七年级数学下册(易错30题专练)(沪教版)-第13章 相交线 平行线(原卷版)VIP免费

 2024-10-14 21
2024-10-14 21 -
七年级数学下册(易错30题专练)(沪教版)-第13章 相交线 平行线(解析版)VIP免费
 2024-10-14 24
2024-10-14 24 -
七年级数学下册(易错30题专练)(沪教版)-第12章 实数(原卷版)VIP免费
 2024-10-14 22
2024-10-14 22 -
七年级数学下册(易错30题专练)(沪教版)-第12章 实数(解析版)VIP免费
 2024-10-14 17
2024-10-14 17 -
七年级数学下册(压轴30题专练)(沪教版)-第15章平面直角坐标系(原卷版)VIP免费
 2024-10-14 17
2024-10-14 17 -
七年级数学下册(压轴30题专练)(沪教版)-第15章平面直角坐标系(解析版)VIP免费
 2024-10-14 23
2024-10-14 23 -
七年级数学下册(压轴30题专练)(沪教版)-第14章三角形(原卷版)VIP免费
 2024-10-14 17
2024-10-14 17 -
七年级数学下册(压轴30题专练)(沪教版)-第14章三角形(解析版)VIP免费
 2024-10-14 27
2024-10-14 27 -
七年级数学下册(压轴30题专练)(沪教版)-第13章 相交线 平行线(原卷版)VIP免费
 2024-10-14 23
2024-10-14 23 -
七年级数学下册(压轴30题专练)(沪教版)-第13章 相交线 平行线(解析版)VIP免费
 2024-10-14 20
2024-10-14 20
作者:李佳
分类:高等教育资料
价格:150积分
属性:13 页
大小:4.18MB
格式:DOC
时间:2024-09-23
作者详情

相关内容
-
七年级数学下册(压轴30题专练)(沪教版)-第15章平面直角坐标系(解析版)
分类:中小学教育资料
时间:2024-10-14
标签:无
格式:DOCX
价格:15 积分
-
七年级数学下册(压轴30题专练)(沪教版)-第14章三角形(原卷版)
分类:中小学教育资料
时间:2024-10-14
标签:无
格式:DOCX
价格:15 积分
-
七年级数学下册(压轴30题专练)(沪教版)-第14章三角形(解析版)
分类:中小学教育资料
时间:2024-10-14
标签:无
格式:DOCX
价格:15 积分
-
七年级数学下册(压轴30题专练)(沪教版)-第13章 相交线 平行线(原卷版)
分类:中小学教育资料
时间:2024-10-14
标签:无
格式:DOCX
价格:15 积分
-
七年级数学下册(压轴30题专练)(沪教版)-第13章 相交线 平行线(解析版)
分类:中小学教育资料
时间:2024-10-14
标签:无
格式:DOCX
价格:15 积分


