
低温冷风磨削加工装置的系统设计与试验研究
VIP免费
摘 要
生产水平的提高促进了机械加工技术的进步,同时也对环境保护与能源节约
提出了更高的要求,更加注重清洁、高效、环保的机械加工方式。磨削加工是制
造高精度与高光洁度工件的常用加工方法,传统磨削液的使用和处理不仅污染环
境,而且危害人体健康,生产加工成本高,所以需要新型可持续的绿色加工技术
替代传统磨削加工。
低温冷风磨削加工技术是使用低温冷风代替传统磨削液对磨削加工区域进行
冷却润滑的一种绿色加工技术,这种方法不仅对环境和人体无害,还能提高工件
质量,延长砂轮寿命。本文设计了一套低温冷风磨削加工装置,包括低温冷风系
统与磨削加工系统,能够提供-40℃~-100℃, 压力 0.3~0.5MPa,流量为 10g/s 的
低温冷风,新研制了一种耐低温的低噪声喷嘴与专用磨削砂轮。
进行了磨削加工试验,测试分析了冷风参数(温度、压力)、磨削加工参数(进
给量、头架转速、砂轮线速度)对加工试件的表面质量影响关系。结果表明:使
用-80℃低温空气,空气压力 0.5MPa,进给量设定为 5µm,头架转速控制在 25rpm,
不仅能够提高加工速度,缩短加工时间,又可以增加磨削加工的经济性,降低生
产加工成本,加工质量又能满足加工要求,可以替代传统的磨削加工。
本文进行了低温冷风加工系统冷却润滑机理的探讨,分析了系统的能量流动
特点,总结了低温冷风加工系统的能量流数学模型,并对系统运行进行成本分析,
发现使用低温冷风磨削加工可以提高企业年增加收益,回收年限较短。本文的研
究内容对低温冷风磨削加工技术的未来发展及推广有一定的参考价值。
关键词:绿色加工 低温冷风磨削 复叠式制冷系统 空气处理 机理
探讨 运行成本分析
ABSTRACT
The improvement of production promotes the process of mechanical processing, at
the same time, high request has been put forward on environmental protection and
energy saving, which requires to pay more attention on clean, effective and healthy
mechanical processing. As a general processing way to manufacture pieces with high
accuracy and finishing, grinding faces severe challenges. Tradition grinding fluid which
is produced in high price causes pollution as well as heath problems for human being,
thus new environmental mechanical process shall be developed to replace tradition
grinding.
Low temperature cold air grinding machining technology is a green manufacturing
way which uses low temperature cold air instead of the traditional grinding fluids to
cool off and lubricate the grinding machining area. This kind of method not only shows
harmless to the environment and workers, but also improves the quality and prolongs
the life of the grinding wheel. This paper presents a low temperature cold air blast
grinding machining device, contains an low temperature cold air system and an grinding
system, and it can provide a low temperature cold air blast temperature range from
-40 ℃to 100 ℃, pressure range from 0.3 MPa to 0.5 MPa, flow rate 10 g/s; and also
design a new low noise nozzle and special grinding wheel.
This paper analyzes the influence of low temperature cold air parameters
(temperature, pressure) and machine tool parameters (feeding rate, head frame speed,
grinding wheel linear velocity) on the surface quality after the grinding test. The results
show that -80 ℃low-temperature air, 0.5 MPa air pressure, 5 µ m feeding setting, 25
rpm head frame speed can improve processing speed , shorten processing time, and
increase grinding efficiency, reduce processing cost and the processing quality can meet
the requirements of the processing. So the grinding technology in this paper can replace
the traditional grinding.
This paper researches the low-temperature air cooling lubrication mechanism in the
system, analyzes the characteristics of energy flow, and summarizes the
low-temperature air energy flowing mathematical model. Low-temperature air cooling
grinding can improve annual earning of the enterprise and shorten recovery period.
Research in this paper has a great significance on the future development and promotion
on the low temperature air cooling grinding technology.
Key Words: Green Processing, Low-temperature Cold Air Grinding,
Cascade Refrigeration System, Air Handling,
Mechanism Study, Operating Cost Analysis
目 录
摘要
ABSTRACT
第一章 绪 论 ...............................................................................................................1
§ 1.1 课题研究的背景与意义 .................................................................................1
§ 1.2 绿色加工技术的种类及现状 .........................................................................3
§ 1.3 低温冷风加工技术研究现状 .........................................................................6
§ 1.4 本课题研究的主要内容 .................................................................................7
§ 1.5 本课题研究的关键问题 .................................................................................7
第二章 低温冷风磨削加工装置的系统设计 .............................................................9
§ 2.1 低温冷风方案设计 ..........................................................................................9
§ 2.1.1 低温制取方式选择 ..................................................................................9
§ 2.1.2 低温冷风系统设计 ................................................................................10
§ 2.1.3 换热器形式选择 ....................................................................................12
§ 2.2 空气处理方案设计 .......................................................................................12
§ 2.2.1 空气处理系统设计 ................................................................................12
§ 2.2.2 空气干燥处理设计 ................................................................................13
§ 2.3 喷嘴 ...............................................................................................................14
§ 2.4 砂轮 ...............................................................................................................15
§ 2.5 本章小结 .......................................................................................................16
第三章 低温冷风磨削加工装置的系统计算与选型 ...............................................17
§ 3.1 系统热力计算 ...............................................................................................17
§ 3.2 系统换热器计算 ...........................................................................................21
§ 3.2.1 冷凝器 ....................................................................................................21
§ 3.2.2 蒸发器 ....................................................................................................24
§ 3.2.3 冷凝蒸发器 ............................................................................................28
§ 3.2.4 液氮盘管 ................................................................................................30
§ 3.3 压缩机选型 ...................................................................................................31
§ 3.4 节流机构选型 ...............................................................................................32
§ 3.5 制冷系统附件计算 .......................................................................................33
§ 3.5.1 膨胀容器 ................................................................................................33
§ 3.5.2 干燥过滤器 ............................................................................................34
§ 3.5.3 油分离器 ................................................................................................34
§ 3.5.4 气液分离器 ............................................................................................35
§ 3.6 空气处理设备选型 .......................................................................................35
§ 3.6.1 空气干燥处理器 ....................................................................................35
§ 3.6.2 手动阀 ....................................................................................................37
§ 3.7 本章小结 .......................................................................................................38
第四章 实验结果分析 ...............................................................................................39
§ 4.1 实验用测量仪器 ...........................................................................................39
§ 4.1.1 温度测量 ................................................................................................39
§ 4.1.2 压力测量 ................................................................................................40
§ 4.1.3 流量测量 ................................................................................................40
§ 4.2 实验结果分析 ...............................................................................................41
§ 4.2.1 -40~-80℃温度范围内空气参数对磨削质量的影响 ..........................42
§ 4.2.2 -80~-100℃温度范围内空气参数对磨削质量的影响 ........................44
§ 4.2.3 -40~-80℃温度范围内机床参数对磨削质量的影响 ..........................46
§ 4.2.4 -80~-100℃温度范围内机床参数对磨削质量的影响 ........................48
§ 4.2.6 -40~-100℃温度范围内磨削参数优化 ................................................50
§ 4.3 本章小结 .......................................................................................................51
第五章 系统的机理、能量流及运行成本分析 .......................................................52
§ 5.1 低温冷风磨削加工冷却润滑机理分析 .......................................................52
§ 5.1.1 低温冷风磨削加工冷却机理分析 ........................................................52
§ 5.1.2 低温冷风磨削加工润滑机理分析 ........................................................55
§ 5.1.3 系统冷却润滑机理应用 ........................................................................56
§ 5.2 低温冷风磨削加工系统的能量流模型 .......................................................57
§ 5.2.1 低温冷风磨削加工系统的能量流程 ....................................................57
§ 5.2.2 低温冷风磨削加工的能量流数学模型 ................................................59
§ 5.3 低温冷风磨削加工技术运行成本分析 .......................................................59
§ 5.3.1 低温冷风磨削加工中消耗的电费 ........................................................59
§ 5.3.2 低温冷风磨削加工生产成本分析 ........................................................60
§ 5.3.3 运行成本分析总结 ................................................................................62
§ 5.4 本章小结 .......................................................................................................62
第六章 总结与展望 ...................................................................................................63
参考文献 .....................................................................................................................65
在读期间公开发表的论文和承担科研项目及取得成果 .........................................68

第一章 绪 论
1
第一章 绪 论
§ 1.1 课题研究的背景与意义
生产力的提高与科学技术的不断进步,促使各类加工工艺逐渐完善,对加工
成本与加工精度同时也就提出了更高的要求。近年来,磨削加工作为生产制造高
精度和高光洁度工件最有效最经济的方法,在机械加工中占的比例越来越高,同
时不断涌现的全新磨削工艺、精密高效高速磨床、超硬磨料的研发以及自动化程
度的提升更是推动它飞速向前发展。
磨削加工就是利用砂轮表面高速回转的磨粒的切削刃来去除工件表层材料,
使工件尺寸及表面质量达到预定要求的一种加工技术。车削加工后大部分能量会
转化为热量存在于切屑中,仅有约5%的能量会留在工件表面,所以在工件表面存
在一定的残余应力,而磨削加工完成后约70%~80%的总切削能消耗于工件表面,
加工表面会产生明显的塑性变形,就会在表面形成较大的表层残余应力。
磨削加工具有以下几个特点[1,2]:
(1)砂轮本身是由大量磨粒、结合剂与间隙组成的,在磨削加工时仅有一小
部分磨粒能够起到切除金属的作用,一部分只在工件表面划出沟痕,还有一部分
只是与工件表面发生摩擦。根据砂轮特性及工作条件的不同,磨削过程中参加切
削的磨粒数很多,有效磨粒数约占砂轮表面总磨粒数的10%~50%,每个磨粒切除
的磨屑很小,磨削精度和经济性都较高。
(2)磨削时砂轮切削表面的运转速度很高,一般普通磨削可达30-50m/s,高
速磨削可达45-60m/s甚至更高,并且还有日益提高的趋势。磨粒切刃与被加工材料
的接触时间极短,一般为10-4~10-5s,在此期间,磨粒和工件会产生急剧的塑性变
形与强烈的摩擦,还会伴随大量的磨削热,在磨削区域产生极高的磨削温度,不
仅会影响工件加工质量,还会缩短砂轮寿命。
(3)在磨削加工过程中会产生大量的金属碎屑和崩落的砂轮微粒,影响加工
工件的表面精度以及砂轮的使用寿命。
(4)在磨粒磨钝后,磨削力的增大会使磨粒破碎或脱落,露出新的锋利刃口,
这种砂轮的自锐性能使磨削的加工效率比其它机床高。但在加工超过一定的时间
后,需要人工进行修整,以免磨削力增大引起振动、噪声以及损伤表面质量。
(5)磨削加工的实质还是多刀同时进行切削的加工工艺,但由于砂轮速度高,
消耗的功率多,而每个磨粒切刃切下的切屑体积小,所以与车削相比磨削加工切
除单体体积所消耗的能量(磨削比能)要大的多(表1-1)。磨削加工的进给量较小,
切削力通常也不大。

低温冷风磨削加工装置的系统设计与试验研究
2
表1-1 不同加工方法切除单位体积金属所需要能量对比
加工方法
比能量(J/mm3)
加工方法
比能量(J/mm3)
磨削
10~200
级进给磨削
30~200
磨料切割
10~30
高速磨削
15~50
一般磨削
20~60
砂带磨削
10~30
光整磨削
60~200
车削
1~10
磨削加工的上述各种特点使它在机械加工中呈现明显的优越性:可以获得高
的表面精度与表面光洁度;可以获得高的加工效率;可用于各种材料的加工;可
用于加工各种形状的零件;适于自动化。
为了减少磨削加工工时,提高机床加工效率,高速、超高速磨削技术近几年
得到快速发展,日前德国与日本已经研制了500m/s的超高速砂轮,但国内的发展
比较滞后[3]。高的磨削加工速率产生高的比磨削能和磨削力,由于被切削的金属层
比较薄,极少量的热量会被加工出来的磨屑带走,大约会有60%-90%的磨削热传
入试件,传入试件的磨削热如果不能及时的被冷却,会在试件表面形成高温,影
响加工精度。所以如果不能恰当地控制磨削热,就可能导致工件表面烧伤、合金
元素的再沉积、表层物理化学性能的变化、应力腐蚀、残余拉应力、表面次表面
裂纹和疲劳寿命降低等缺陷[4],还会使磨粒本身发生物理、化学变化,造成砂轮的
氧化磨损和扩散磨损等,减弱了磨粒的切削性能,缩短了砂轮的使用寿命。所以
要特别强调及时、有效地控制磨削热在工件、砂轮内的传导,及时冷却磨削区域,
降低磨削区域温度,减少热变形,润滑砂轮及工件表面,减少不必要的摩擦。目
前最常用的方法就是使用大量低压切削液浇注磨削区域以达到冷却润滑目的。
使用切削液虽然可降低磨削温度,提高表面质量,但切削液的大量使用会破
坏自然环境,危害人体健康,并且增加了制造成本。未经处理的切削液会污染土
地和水源,破坏生态平衡,加工过程完成后,清除零件表面切削液附着物时还会
产生“二次效应”污染。磨削液受热挥发易形成烟雾和产生异味,特别是极压添
加剂所含硫、磷、氯等化学元素在磨削过程中形成的物质会引致多种疾病,如果
与人体直接接触容易导致油痤疮、毛囊炎和皮肤癌等;在加工过程中切削液会飞
溅,受热挥发后形成烟雾,通过呼吸道摄入后会刺激呼吸系统粘膜引起炎症。据
统计,在工件总的磨削加工成本中,磨削液的费用要占7%~17%,与其相关的费
用则高达15~30%(包括油料采购费、废油料处理费、油料管理费、油料循环设施
耗电费、油雾处理费等),相比之下刀具的成本仅占2%~4%。在高速磨削过程中,
高速转动的砂轮圆周上会形成一层具有一定速度和压力的空气边界层,阻碍磨削
液进入磨削区。使用传统磨削液浇注冷却磨削区域,大量磨削液的浇注并不能有
第一章 绪 论
3
效突破气障层降低磨削区域温度,起到冷却润滑磨削区域的作用。
鉴于国家关于可持续发展及环保性要求,必须改变目前这种加工现状,减少
切削液用量,避免环境污染,实现清洁化生产。
改变方法之一是开发绿色的切削液替代传统的油基切削液。研发新型绿色切
削液我们要遵循以下原则:充分考虑切削液在前期的配方、制作工艺、中期的使
用方法与机床、后期的排放回收的环保健康性能。所以,建议将切削液的研发、
使用、回收作为一个有机整体来考虑,综合评价对环境与健康的影响,降低对工
作人员及周围环境的影响到最低值。具体地说,在切削液生产阶段就采用无毒无
害和可再生资源为原料,少使用或不使用催化剂,即使必须添加也须是环保无毒
的催化剂,加工时的实现“零排放”,对人体健康无损伤,处理后的废液不污染环境。
重点方向可考虑用植物油代替矿物油,或者研究开发新型无毒添加剂,但是研究
显示在短期内还不能开发出环保无害,可回收,价格低廉的高效切削液[5]。
二是采用采用新的冷却润滑方式,开发新型绿色加工技术。1996 年国际标准
化组织颁布了环境管理体系的两项标准 ISO14001 和ISO14004,各国政府都加大
了因切削液污染环境的处罚力度,制定了非常严格的切削废液管理、限制使用措
施。新型绿色加工技术能减少切削液的使用,降低生产加工成本,消除对环境的
危害,对人的身体健康无害,同时延长已有机床的使用率和现有刀具寿命,对已
有加工工艺改变不大,还能提升加工质量。这样的技术是机械切削加工行业具有
巨大发展潜力的新型领先技术,是国际加工制造业的趋势,是金属加工领域未来
的发展方向,这样的产品是国家大力提倡的,国际上流行的,市场需求很旺盛。
所以研究绿色加工技术具有非常重要的现实意义和推广价值。
§ 1.2 绿色加工技术的种类及现状
绿色加工技术是未来制造技术发展的方向,世界各国都在很积极的投入研究,
在健康、节能、环保方面都扮演着重要角色。世界各国都在限制切削液机床的进
口与使用。对国家而言在全国范围内可以替代机床进口节约外汇,对机床加工企
业提高经济效益具有重要意义,对机床生产企业可以提高机床水平和附加值,并
可能出口国外创造外汇。
绿色加工技术可以延长刀具的使用寿命,提高产品加工质量,对环境无污染,
对人体无危害害,在实际应用中已经取得了良好效果,是国际加工制造业的趋势,
是金属加工领域未来的发展方向。所以,研究磨削加工过程的绿色化具有重要的
实际意义。常见的绿色加工技术包括干式加工、液氮冷却加工、水蒸汽冷却加工、
2
CO
冷却加工、高压气体射流冷却及低温冷风等,最小量润滑(Minimal Quantity

摘要:
展开>>
收起<<
摘要生产水平的提高促进了机械加工技术的进步,同时也对环境保护与能源节约提出了更高的要求,更加注重清洁、高效、环保的机械加工方式。磨削加工是制造高精度与高光洁度工件的常用加工方法,传统磨削液的使用和处理不仅污染环境,而且危害人体健康,生产加工成本高,所以需要新型可持续的绿色加工技术替代传统磨削加工。低温冷风磨削加工技术是使用低温冷风代替传统磨削液对磨削加工区域进行冷却润滑的一种绿色加工技术,这种方法不仅对环境和人体无害,还能提高工件质量,延长砂轮寿命。本文设计了一套低温冷风磨削加工装置,包括低温冷风系统与磨削加工系统,能够提供-40℃~-100℃,压力0.3~0.5MPa,流量为10g/s的低温...
相关推荐
-
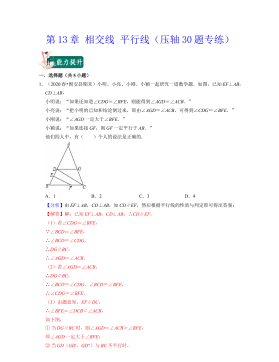
七年级数学下册(易错30题专练)(沪教版)-第13章 相交线 平行线(原卷版)VIP免费

 2024-10-14 50
2024-10-14 50 -
七年级数学下册(易错30题专练)(沪教版)-第13章 相交线 平行线(解析版)VIP免费
 2024-10-14 71
2024-10-14 71 -
七年级数学下册(易错30题专练)(沪教版)-第12章 实数(原卷版)VIP免费
 2024-10-14 54
2024-10-14 54 -
七年级数学下册(易错30题专练)(沪教版)-第12章 实数(解析版)VIP免费
 2024-10-14 38
2024-10-14 38 -
七年级数学下册(压轴30题专练)(沪教版)-第15章平面直角坐标系(原卷版)VIP免费
 2024-10-14 93
2024-10-14 93 -
七年级数学下册(压轴30题专练)(沪教版)-第15章平面直角坐标系(解析版)VIP免费
 2024-10-14 59
2024-10-14 59 -
七年级数学下册(压轴30题专练)(沪教版)-第14章三角形(原卷版)VIP免费
 2024-10-14 58
2024-10-14 58 -
七年级数学下册(压轴30题专练)(沪教版)-第14章三角形(解析版)VIP免费
 2024-10-14 64
2024-10-14 64 -
七年级数学下册(压轴30题专练)(沪教版)-第13章 相交线 平行线(原卷版)VIP免费
 2024-10-14 60
2024-10-14 60 -
七年级数学下册(压轴30题专练)(沪教版)-第13章 相交线 平行线(解析版)VIP免费
 2024-10-14 55
2024-10-14 55
作者:侯斌
分类:高等教育资料
价格:15积分
属性:72 页
大小:3.58MB
格式:PDF
时间:2024-11-19
相关内容
-
七年级数学下册(压轴30题专练)(沪教版)-第15章平面直角坐标系(解析版)
分类:中小学教育资料
时间:2024-10-14
标签:无
格式:DOCX
价格:15 积分
-
七年级数学下册(压轴30题专练)(沪教版)-第14章三角形(原卷版)
分类:中小学教育资料
时间:2024-10-14
标签:无
格式:DOCX
价格:15 积分
-
七年级数学下册(压轴30题专练)(沪教版)-第14章三角形(解析版)
分类:中小学教育资料
时间:2024-10-14
标签:无
格式:DOCX
价格:15 积分
-
七年级数学下册(压轴30题专练)(沪教版)-第13章 相交线 平行线(原卷版)
分类:中小学教育资料
时间:2024-10-14
标签:无
格式:DOCX
价格:15 积分
-
七年级数学下册(压轴30题专练)(沪教版)-第13章 相交线 平行线(解析版)
分类:中小学教育资料
时间:2024-10-14
标签:无
格式:DOCX
价格:15 积分


