
超长工件的多工位加工控制方法及其优化技术
VIP免费
摘 要
重型装备的设计与制造是现代制造业技术竞争的关键领域。超长工件是重型
装备需要用到的重要功能部件,其质量的好坏直接影响重型装备的性能。超长工
件尺寸长、质量大,加工具有一定的复杂性。本文研究内容针对超长钢轨整形多
工位加工具体实现案例,探讨了超长工件的加工方法及其监控技术,给出了一种
多工位同时加工的多目标切削参数优化方法,对于提高超长工件的加工水平有着
重要的意义。
本文的主要研究内容包括:
1.分析了超长工件进给输送系统现状及存在的问题,设计了一种基于
SIMODRIVE 611D(简称,611D)驱动的双机械手推拉交替式的超长工件进给输送系
统,给出了输送机械手的工作结构原理,探讨工件输送过程中输送阶段的划分办
法,围绕每个阶段两机械手交替接手过程的 TRAILON 耦合控制绑定方法和控制过
程的系统协作机制展开论述,通过对 500m 长钢轨整形加工过程的具体输送应用表
明,设计的进给输送系统具有速度快、过程平稳和接手无扰动等优点。
2.分析超长工件在数控平台上完成多个工位及其功能体协作监控的技术要
求,围绕 SINUMERIK 840D(简称,840D)数控系统为控制平台,设计了超长工件
多轴协作的控制实现原理,给出了加工过程监控系统的实时数据库构建方法与主
轴自动定位控制原理,探讨了监控系统中各功能部件在数控平台上实现步骤,通
过应用 Visual Studio 和 840D OEM 为混合工具,开发实现了基于数控平台的超长
工件监控系统。系统在 500m 长钢轨整形加工中应用的具体实例,结果表明给出的
多功能协作的监控技术在超长工件加工控制中应用的可行性。
3.研究了双工位加工切削参数优化方法,根据粒子群算法及 Pareto 准则,给
出了一种基于迁移子的多目标优化方法及其实现步骤。以 500m 超长钢轨整形为实
例,建立了以进给速率和主轴转速为优化变量,以功率和加工时间为优化目标的
数学模型,给出了优化方法的具体实现过程,利用 COM 组件技术,将其应用到超
长工件监控系统中。
关键词:超长工件 铣削加工 进给控制 优化技术
ABSTRACT
The design and manufacturing of heavy equipment is the key of modern
manufacturing technology competition. Extra-long workpiece is one of the most
important components in heavy equipment, and make influence of the property in heavy
equipment. The processing of the extra-long workpiece is the complexity involved in
machine because of the extra length and heavy weight. For the problem of shape
maching of extra-long rails in milling process, analysis the method of maching and
technique of supervisory, proposed a method for multi-objective optimization of
multi-position milling machine.
The main contents are listed as follows:
1. Propose a push-pull long rail feeding system with dual manipulators alternation
control based on SIMODRIVE 611D (611D). Firstly, some problems and the current
situation about the feeding system in long rails machining were analyzed and discussed.
The structure and alternation principle of the manipulator were presented. Then the
feeding method of the system was divided into five steps. The process of double
manipulators alternation in each steps were realized through a coupled motion control to
bind synchronous. System cooperation mechanism, specific control steps and
development effectiveness of the feeding system were presented in the end of the paper.
The application of the system for feeding 500-meter long rails in milling process shows
that the proposed feeding system has good performance with high feed-rate, good
runtime stability and stable alternation action.
2. Shape machining for supper long work-piece is a complicate multi-station
machining technique with multiple function cooperation. Firstly, the machining
supervisory control system technique requirement was analyzed based on NC platform.
Then the control principle for multi-axis cooperation was presented on the base of
SINUMERIK 840D (840D) NC control system. With the control principle the real-time
database and automatic spindle positioning method were showed to explain the
supervisory control technique. The procedure of the establishment of the supervisory
system was also given out in the following presentation. With Visual studio and 840d
OEM development tools the supervisory control system was established under the
presented method and principles. In the end, an application of the system for shape
machining of 500-meter long rails in milling process was proposed to show the
feasibility of the proposed technique.
3. Analysised a method for optimizing parameter of double-station milling machine.
According to the principles of particle swarm optimization algorithm and Pareto,
proposed a multi-objective optimization method based on transposon operation. An
application of the system of shape maching of 500-meter long rails in milling process is
propsed to establish optimizing power model and production time module, With Some
cutting parameters such as feedrate and spindle speed are taken as variables in the
model, gives realizing methods of optimization approaches, embed to the monitor
system in extra-long workpiece system with the technique of COM.
Key Words: extra long workpiece, milling process, feed control,
optimization technique
目 录
中文摘要
ABSTRACT
第一章 绪 论....................................................................................................... 1
§1.1 课题的研究意义及来源 ......................................................................... 1
§1.1.1 课题的研究意义 ................................................................................ 1
§1.1.2 课题来源 ............................................................................................ 2
§1.2 超长工件加工方法的研究现状.............................................................. 2
§1.2.1 超长工件的精密测量技术 ................................................................. 2
§1.2.2 分段加工及连接技术 ........................................................................ 3
§1.2.3 设备改造技术 .................................................................................... 3
§1.2.4 切削参数优化技术 ............................................................................ 3
§1.3 本论文研究内容 ..................................................................................... 4
§1.3.1 研究目标 ............................................................................................ 4
§1.3.2 论文内容的组织结构 ........................................................................ 4
第二章 超长工件的进给方式及其控制方法 ...................................................... 6
§2.1 超长工件的进给方式 ............................................................................. 6
§2.2 进给控制原理 ........................................................................................ 8
§2.2.1 系统协作机制 .................................................................................... 8
§2.2.2 进给位置划分方法 .......................................................................... 10
§2.3 进给过程的换手方法 ........................................................................... 11
§2.3.1 机械手同步 ...................................................................................... 11
§2.3.2 换手方法 .......................................................................................... 11
§2.4 超长钢轨进给输送实例 ....................................................................... 13
§2.4.1 超长钢轨整形过程 .......................................................................... 13
§2.4.2 超长钢轨整形进给位置划分方法 ................................................... 14
§2.4.3 超长钢轨整形进给技术性能 ........................................................... 14
§2.5 本章小结 .............................................................................................. 15
第三章 超长工件加工监控技术 ........................................................................ 16
§3.1 840D 数控平台二次开发技术简介 ..................................................... 16
§3.2 系统内部通讯原理 ............................................................................... 18
§3.2.1 DDE 动态数据交换 .......................................................................... 18
§3.2.2 HMI 与NCK/PLC 通讯接口 ............................................................ 19
§3.3 OEM 结构及开发流程 ......................................................................... 20
§3.3.1 顺序控制 .......................................................................................... 20
§3.3.2 界面设计 .......................................................................................... 22
§3.3.3 语言链接库的创建 .......................................................................... 22
§3.3.4 OEM 应用程序嵌入方法 .................................................................. 23
§3.4 超长工件加工过程的监控原理............................................................ 24
§3.4.1 多功能体部件协作机理................................................................... 24
§3.4.2 监控实时库的构建 .......................................................................... 25
§3.4.3 主轴自动定位 .................................................................................. 26
§3.4.4 监控系统开发实现流程................................................................... 27
§3.5 超长钢轨整形进给的具体应用............................................................ 27
§3.6 本章小结 .............................................................................................. 31
第四章 超长工件切削用量优化方法 ................................................................ 32
§4.1 双工位铣削优化模型 ........................................................................... 32
§4.1.1 数学模型 .......................................................................................... 32
§4.1.2 子目标函数 ...................................................................................... 33
§4.1.3 约束 ................................................................................................. 34
§4.2 Pareto 准则 ........................................................................................... 35
§4.3 模型优化方法 ...................................................................................... 36
§4.3.1 模型求解方法 .................................................................................. 36
§4.3.2 迁移子 ............................................................................................. 38
§4.3.3 多目标 Pareto 优化求解方法 ........................................................... 39
§4.4 本章小结 .............................................................................................. 40
第五章 超长工件的切削用量优化实例 ............................................................ 41
§5.1 超长钢轨整形加工切削参数优化 ........................................................ 41
§5.1.1 拟定加工参数 .................................................................................. 41
§5.1.2 优化结果及讨论 .............................................................................. 42
§5.2 优化算法的工程应用 ........................................................................... 44
§5.2.1 MATLAB 与VB 接口 ...................................................................... 44
§5.2.2 COM 组件创建步骤 ......................................................................... 46
§5.2.3 COM 组件的发布 ............................................................................. 47
§5.3 在整形机监控系统中的具体应用 ........................................................ 47
§5.4 本章小节 .............................................................................................. 49
第六章 总结与展望 ........................................................................................... 50
§6.1 总结 ...................................................................................................... 50
§6.2 进一步的工作与展望 ........................................................................... 50
附录一:铣削模型系数 ..................................................................................... 52
附录二:PSO 多目标优化 MATLAB 程序 ....................................................... 53
参考文献 ............................................................................................................ 63
在读期间公开发表的论文和参与科研项目及取得成果 ................................... 67
致谢 .................................................................................................................... 68

第一章 绪 论
1
第一章 绪 论
§1.1 课题的研究意义及来源
§1.1.1 课题的研究意义
随着我国铁路、航空、航天、国防、核电等工业的快速发展,使得对超长零
件的需求量越来越大,重型装备相应的质量和尺寸也急剧增大,许多零件几乎达
到了我国当前加工、制造能力的极限[1]。在重型装备的设计与制造中,超长工件是
重型装备需要用到的重要功能部件,该部件的精度和质量往往直接影响重型装备
的性能。
顾名思义,超长工件具有尺寸长的特质,其输送过程必然与常规设备的进给
方式有所不同。过去受到技术水平的限制,对超长工件的输送多采用多轴滚轮同
步输送的方式,多轴滚轮同步输送系统具有控制过程简单的优点,但受到多轴同
步精度的限制,该方法功率损失大,在需要大功率输送的场合该缺陷成为致命伤,
采用滚轮的方式还容易因为滚轮的不均匀磨损,造成后续高昂的维护成本。随着
新一代控制系统的推出,如西门子公司的 840D 数控系统,SIMOTION 等一系列强
大运动控制系统的出现,使得采用机械手推拉输送超长工件的方式成为可能。840D
数控系统是一套具有全开放特性的高端运动控制系统[2-4],为用户提供了二次开发
的接口[5],适用于对运动控制有苛刻要求的场合[6-7]。
超长工件的加工具有复杂性[8-9],若在加工过程中,采用加工主轴运动工件静
止的方式进给,需要有超长且高精度的导轨作为机床部件,如何安装满足要求的
导轨本身就是一个较难的技术问题。若采用主轴静止,工件进给的方式可以避免
该问题,但超长工件本身质量就很大,对轴的启动控制需要有较大的进给驱动力;
另外,超长工件切削量大,加工时间长,在加工过程中,往往需要一次装夹、一
次成型来达到加工目的,因此装备需要多个工位同时工作,提高加工效率和精度。
针对这样的复杂性,除了对机床本体做相应的联动关系机械设计外,也对控制系
统提出了更高要求,体现在:(1)为了适应工件的超重负载,装备上的装夹、冷却、
切削片回收等辅助系统也变的越加复杂,因此也就对辅助系统工作状态的可视化
监控提出了更高的要求;(2)为实现装备上的多工位同步加工,需要多轴协作,如
何实现多轴同步对控制系统提出了更高的要求;(3)以主轴静止,工件运动的装夹
方式,对工件的装夹也提出了更高要求,为保证超长工件的持续不间断匀速进给,
需要对进给轴的进给运动控制方法做更深入的理论探讨;(4)对多工位的切削加工,
需要有更智能化的加工主轴对刀定位控制方法。
超长工件的多工位加工控制方法及其优化技术
2
随着 CNC 技术的普及,越来越多的工厂选择了柔性制造系统(FMS)以应对日
益激烈的市场竞争。在具体到 CNC 数控切削加工中,通常通过采用合理的切削参
数的方法来提高机械产品质量,降低成本,提高生产率。超长工件加工时间长,
对参数合理性的依赖更强,不合理的加工参数不仅无法获得高的生产效率,甚至
会损坏昂贵的刀具,无法顺利完成加工。超长工件多工位加工的特点,使得工艺
参数更加复杂,需要多个目标同时最优,因此无法应用传统的单目标优化方法,
如何在给定条件下同时要求多个目标尽可能最优就是超长工件多目标优化的关
键。
§1.1.2 课题来源
1.上海铁路局工务处项目“PRV-250 钢轨整形机综合性能优化研究”。
2.国家自然科学基金“基于结构方程模型的双直线同步驱动龙门桥式高速进
给轴热误差建模研究 ”(No.51005158)。
§1.2 超长工件加工方法的研究现状
超长工件通常超过 100 米,重达几十吨甚至上百吨,往往需要采用一些特殊
的方法加工。目前,超长工件的研究主要集中在四个方面:超长工件的精密测量
技术、分段加工及连接技术、设备改造技术、多工位切削参数优化技术。
§1.2.1 超长工件的精密测量技术
超长工件由于其尺寸的原因,通常无法用常规测量方法测量其参数,需要一
些新的特殊的方法实现测量。
斯坦福大学的 Herrmanusfeidt[10]以圆形真空管通道为传输介质,通过激光校
准,点光源经菲涅尔棱镜成像接收,在 3035 米的距离实现了
-7
0.25 ( 1 10 )mm
的
精度。
国内学者在超长工件的测量方面也做了大量的研究工作。哈尔滨理工大学通
过PSD 激光准直仪实现了超长精密导轨的直线度误差检测。万德安[11]提出了用激
光基准法高精度测量技术并在实验室成功实现了较高精度的测量。赵斌[12]提出了
一种在激光准直基础上,利用无衍射光的圆环光斑与圆环光栅迭加产生的穆尔条
纹来进行空间直线度测量的技术。王煜[13]将激光测距仪应用在大型锻件的检验中。
胡月明[14]通过一对差动变压器式电感传感器设计了一种实时在线自动检测装置。

摘要:
展开>>
收起<<
摘要重型装备的设计与制造是现代制造业技术竞争的关键领域。超长工件是重型装备需要用到的重要功能部件,其质量的好坏直接影响重型装备的性能。超长工件尺寸长、质量大,加工具有一定的复杂性。本文研究内容针对超长钢轨整形多工位加工具体实现案例,探讨了超长工件的加工方法及其监控技术,给出了一种多工位同时加工的多目标切削参数优化方法,对于提高超长工件的加工水平有着重要的意义。本文的主要研究内容包括:1.分析了超长工件进给输送系统现状及存在的问题,设计了一种基于SIMODRIVE611D(简称,611D)驱动的双机械手推拉交替式的超长工件进给输送系统,给出了输送机械手的工作结构原理,探讨工件输送过程中输送阶段的...
相关推荐
-
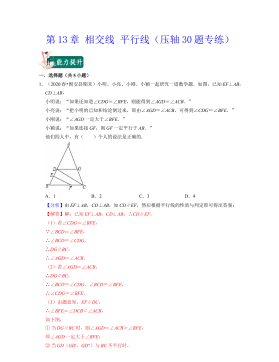
七年级数学下册(易错30题专练)(沪教版)-第13章 相交线 平行线(原卷版)VIP免费

 2024-10-14 48
2024-10-14 48 -
七年级数学下册(易错30题专练)(沪教版)-第13章 相交线 平行线(解析版)VIP免费
 2024-10-14 67
2024-10-14 67 -
七年级数学下册(易错30题专练)(沪教版)-第12章 实数(原卷版)VIP免费
 2024-10-14 45
2024-10-14 45 -
七年级数学下册(易错30题专练)(沪教版)-第12章 实数(解析版)VIP免费
 2024-10-14 33
2024-10-14 33 -
七年级数学下册(压轴30题专练)(沪教版)-第15章平面直角坐标系(原卷版)VIP免费
 2024-10-14 79
2024-10-14 79 -
七年级数学下册(压轴30题专练)(沪教版)-第15章平面直角坐标系(解析版)VIP免费
 2024-10-14 50
2024-10-14 50 -
七年级数学下册(压轴30题专练)(沪教版)-第14章三角形(原卷版)VIP免费
 2024-10-14 51
2024-10-14 51 -
七年级数学下册(压轴30题专练)(沪教版)-第14章三角形(解析版)VIP免费
 2024-10-14 53
2024-10-14 53 -
七年级数学下册(压轴30题专练)(沪教版)-第13章 相交线 平行线(原卷版)VIP免费
 2024-10-14 54
2024-10-14 54 -
七年级数学下册(压轴30题专练)(沪教版)-第13章 相交线 平行线(解析版)VIP免费
 2024-10-14 51
2024-10-14 51
作者:侯斌
分类:高等教育资料
价格:15积分
属性:72 页
大小:2.23MB
格式:PDF
时间:2024-11-19
相关内容
-
七年级数学下册(压轴30题专练)(沪教版)-第15章平面直角坐标系(解析版)
分类:中小学教育资料
时间:2024-10-14
标签:无
格式:DOCX
价格:15 积分
-
七年级数学下册(压轴30题专练)(沪教版)-第14章三角形(原卷版)
分类:中小学教育资料
时间:2024-10-14
标签:无
格式:DOCX
价格:15 积分
-
七年级数学下册(压轴30题专练)(沪教版)-第14章三角形(解析版)
分类:中小学教育资料
时间:2024-10-14
标签:无
格式:DOCX
价格:15 积分
-
七年级数学下册(压轴30题专练)(沪教版)-第13章 相交线 平行线(原卷版)
分类:中小学教育资料
时间:2024-10-14
标签:无
格式:DOCX
价格:15 积分
-
七年级数学下册(压轴30题专练)(沪教版)-第13章 相交线 平行线(解析版)
分类:中小学教育资料
时间:2024-10-14
标签:无
格式:DOCX
价格:15 积分


