
板料成型过程中的回弹控制研究
VIP免费
摘要
在板料冲压成型过程中,最终零件的成型要经过多道工序冲压。对于汽车车
身零件来说,一般包括拉延,修边,整形或合边等工序。板料在冲压成型的过程
中,经常能碰到拉裂或褶皱等问题,这些问题随着技术的发展及工作经验的增加,
都逐步的解决。但板料的回弹问题,却一直困绕着工程技术人员。
在板料的成型过程中,由于一直有外力的作用,促使材料发生弹性变形和塑
性变形,其中塑性变形是主要变形,材料发生了塑性流动。当作用在材料上的外
力撤消后,材料在内应力的作用下,相当于对材料施加了反向弯矩,使材料发生
回弹,至使偏离零件的标准位置。当零件发生回弹时,严重影响整车安装进度和
质量。通过回弹补偿将回弹量控制在许可的范围内,并同时保证模具的质量不受
影响,将误差控制在最小范围内,是本论文主要研究的内容。
本文通过材料性能分析及回弹过程有限元分析,从根本上阐述回弹发生的原
因。通过借鉴前人的分析方法,结合企业的实践,提出控制回弹的方法及回弹补
偿措施。在材料性能分析中,重点阐述屈服准则,判断材料屈服点及每种屈服准则
优缺点。在材料模拟分析过程中,借助有限元理论,阐述了成型过程的动态显示
算法、重力加载过程和回弹过程的静态隐式算法。控制回弹及回弹补偿是本文重
点论述的方面,通过 SCP 模块进行回弹补偿,将零件回弹量控制在 1mm 以内,满
足产品设计的要求,并通过实际例子,分析了各常用的分析有限元软件模拟回弹的
效果。
本文在控制回弹的创新方面,提出自己的独到见解。通过改变冲压机床的运
动速度和时间的关系,通过改变加工工艺方法,来控制回弹。目前这两种方法,
对于企业的生产实际具有可行性,不仅仅提高工作效率,又能有效控制板料成型
过程中的回弹问题。在回弹补偿方面,可以借助传统手工经验抓反弹方法,也可以
通过 Pam-stamp,Dynaform 软件来实现回弹补偿,将两者结合效果将更有效。
关键词:冲压 模具 控制回弹 回弹仿真模拟
ABSTRACT
In the sheet metal forming, Parts of the final shape go through multi-stamping
processes. For auto body part, in general, it includes drawing, trimming, shaping, and
co-edge processes. It always is able to run ripped, folded, and so on in the process of
stamping. They gradually are resolved with technological progress and work experience.
However, the sheet spring back problems have tied technicians.
In the sheet metal forming, with external forces, material goes through plastic
deformation and elastic deformation. Plastic deformation is the main deformation, and
materials have taken place in plastic flow When external forces in the materials are
removed.Without foreign forces, spring back will occur, and make the parts to deviate
from the standard location. When parts occur spring back , it seriously affects the
progress and quality of the whole installation. By controlling the amount of spring back
in the permit, and ensure the quality of the mold will not be affected, to minimize error.
In this paper, with materials performance and spring back occurred in the finite
element theory, fundamentally find the cause of spring back. Through the analysis of
others, combined with corporate practice, it control the spring back and spring back
compensation. It focuses on the yield criterion to judge the material yield point and the
advantages and disadvantages of each type of yield criterion. In material simulation
analysis process, by using the finite element theory, the mold process use dynamic
display algorithm, and gravity loading process and springback process use static
implicit algorithm.Controlling spring back and spring back compensation are the focus
of this article. Not only through the finite element simulation software, but also through
the actual ,it tests the correctness of the theory.By SCP module, Spring back will be
controled in less than 1mm to meet requirements .
This article in the control of spring back gives unique perspectives.It control the
spring back. by changing the stamping machine's speed and movement of time. At
present, the two methods is feasible .Not only to improve efficiency, and can effectively
control spring back in the process of sheet forming. In the spring of compensation, it
can make use of traditional methods of hand-spring back efforts, and it can also
achieved by Pam-stamp, Dynaform softwares .It will be fine with the two efforts.
Key words: Mold ,Spring back ,Control spring back,
Spring back simulation
目录
中文摘要
ABSTRACT
第一章 绪 论............................................................................................................. 1
§1.1 引言.................................................................................................................... 1
§1.2 冲压技术发展的特征........................................................................................ 1
§1.3 冲压成形技术在国内外的发展现状.................................................................2
§1.4 板料回弹在国内外的研究现状.........................................................................5
§1.5 本课题的意义及主要研究内容.........................................................................7
§1.5.1 课题来源与任务......................................................................................... 7
§1.5.2 研究内容..................................................................................................... 7
§1.5.3 课题的意义................................................................................................. 7
§1.6 小结.................................................................................................................... 7
第二章 材料选取及材料性能分析..................................................................................8
§2.1 不同零件所用材料选择.....................................................................................8
§2.2 材料硬化曲线图.............................................................................................. 9
§2.3 材料减薄率及成型极限图................................................................................11
§2.4 厚向异性系数 r ................................................................................................13
§2.4.1 各向异性常数的确定方法.........................................................................13
§2.5 屈服准则 ........................................................................................................... 14
§2.5.1 H.Tresca 屈服准则..................................................................................... 14
§2.5.2 R.V .Mises 屈服准则..................................................................................15
§2.5.3 Hill 屈服准则............................................................................................. 16
§2.5.4 Barlat 屈服准则..........................................................................................18
§2.5.5 各屈服准则总结....................................................................................... 18
§2.6 板料回弹机理.................................................................................................. 19
§2.7 小结.................................................................................................................. 24
第三章 仿真分析的理论基础(有限元理论)............................................................25
§3.1 虚功原理和势能原理...................................................................................... 26
§3.2 三角形单元位移分析...................................................................................... 27
§3.2.1 位移显式算法............................................................................................ 28
§3.2.2 位移隐式算法........................................................................................... 30
§3.3 高斯积分点....................................................................................................... 33
§3.4 回弹约束点...................................................................................................... 35
§3.5 时间步长计算................................................................................................... 36
§3.6 小结.................................................................................................................. 37
第四章 板料冲压成型分析........................................................................................... 38
§4.1 有限元建模...................................................................................................... 39
§4.2 不同材质对回弹影响...................................................................................... 41
§4.3 影响回弹的共性因素...................................................................................... 42
§4.3.1 板料厚度 t对回弹影响.............................................................................42
§4.3.2 Fr 对回弹影响............................................................................................43
§4.3.3 Fo 对回弹影响........................................................................................... 43
§4.3.4 摩擦系数对回弹影响.................................................................................44
§4.3.5 压边力对回弹影响.................................................................................... 44
§4.3.6 冲模速度对回弹的影响............................................................................45
§4.4 板料冲压成型分析........................................................................................... 45
§4.4.1 用PAM-Stamp 模拟得到结果..................................................................46
§4.4.2 用Dynaform5.6 软件模拟得到结果.........................................................48
§4.4.3 用Autoform 软件模拟得到结果............................................................... 50
§4.4.4 不同软件模拟结果比较及优缺点分析.................................................... 51
第五章 回弹解决的方法与措施..................................................................................53
§5.1 目前控制回弹采用的方法................................................................................53
§5.2 控制回弹的创新方法...................................................................................... 54
§5.2.1 控制冲压机床运动速度控制回弹............................................................. 54
§5.2.2 改变加工工艺方法控制回弹.....................................................................56
§5.3 多次回弹补偿面创造及回弹效果的比较....................................................... 58
第六章 实验结果验证及总结....................................................................................61
§6.1 模具实物及对应的零件...................................................................................61
§6.2 零件结果检验.................................................................................................. 63
第七章 总结及展望....................................................................................................... 66
附录 A .............................................................................................................................67
附录 B............................................................................................................................. 77
在读期间公开发表的论文和承担科研项目及取得成果.............................................. 81
致 谢.............................................................................................................................82

第一章 绪论
1
第一章 绪 论
§1.1 引言
近几十年来,随着计算机普遍应用,汽车工业的快速发展,冲压成形技术无
论在深度和广度上都取得了前所未有的进展,其特征是与高新技术结合,在方法
和体系上开始发生很大变化。计算机技术、信息技术、现代测控技术等冲压领域
的渗透与交叉融合,推动了先进冲压成形技术的形成和发展。
§1.2 冲压技术发展的特征
冲压技术的真正发展,始于汽车的工业化生产。20 世纪初,美国福特汽车的
工业化生产大大推动了冲压的研究和发展。研究工作基本上在板料成形技术和成
形性两方面同时展开,关键问题是破裂、起皱与回弹,涉及可成形性预估、成形
方法的创新,以及成形过程的分析与控制。但在 20 世纪的大部分时间里,对冲压
技术的掌握基本上是经验型的。分析工具是经典的成形力学理论,能求解的问题
十分有限。研究的重点是板材冲压性能及成形力学,远不能满足汽车工业的需求。
60 年代是冲压技术发展的重要时期,各种新的成形技术相继出现。尤其是成形极
限图(fld)的提出[1][2],推动了板材性能、成形理论、成形工艺和质量控制的协
调发展,成为冲压技术发展史上的一个里程碑。
由于 80 年代有限元方法及 CAD 技术的先期发展,使 90 年代以数值模拟仿真
为中心的和计算机应用技术在冲压领域得以迅速发展并走向实用化,成为材料变
形行为研究和工艺过程设计的有力工具。汽车冲压技术真正进入了分析阶段,传
统的板成形技术开始从经验走向科学化。
冲压技术的发展与材料和结构密切相关。预计未来 10-15 年,为了减少城市
汽车尾气的排放量,汽车力求轻量化,其最突出的发展方向是提高所用材料的强
度和刚度及发展高效的轻量化结构。现代车身结构中,高强度钢约占 25%。目前在
继续开发超高强度钢的同时 ,结合发展新的“高效结构”和制造技术,争取使车
身重量减少 20%以上。但更引人关注的努力方向是扩大铝、镁等低密度合金材料在
汽车上的应用。80 年代,欧美研究镀锌板的冲压技术;90 年代,重点研究激光拼
焊板的冲压及各种挤压管坯型材的精密成形技术。铝型材骨架件的用量也在不断
增加。 这些材料在汽车上的应用,对冲压成型提出了更加高水平的要求。随着新
材料和新结构的扩大应用,迫切需要发展相应的低成本冲压成形技术。当前的研
究重点:
(1)铝合金覆盖件等车身零件的冲压技术。国外已有实用的工艺及模具设计
数据资料

材料成型过程中的回弹控制研究
2
(2)多种厚度激光拼焊板坯的冲压技术。
(3)挤压管坯的内高压成形技术。
(4)复合板的成形技术。
(5)多工位冲压成型技术等。
以液体直接或间接作为半模或传感应介质的各种液压成形技术,属于半模成
形或软模成形,有很多优点(已有近 60 年历史),是汽车某些钣金零件制造方法,
该方法在汽车灯罩成型中被广泛应用。近十多年来在高压源及高压密封问题解决
后,得以迅速发展,在汽车工业中获得重要应用。液压成形包括液压橡皮囊成形、
充液拉深成形和内高压胀管成形。新兴的内高压成形技术已经实用化、工业化,
生产发动机的支架、排气管、凸轮轴及框架件等,达到了很好的效率和效益预计
液压成形、拼焊毛坯冲压成形及激光焊接装配将是未来汽车轻量化的三项关键技
术。
此外粘介质压力成形、磁脉冲成形,以及各种无模成形技术的研究也有很大
进展,显现出越来越多的工艺柔性。
§1.3 冲压成形技术在国内外的发展现状
20 世纪 90 年代,板料冲压仿真分析应用的重点逐渐转移到复杂型面覆盖件的
工艺分析上,在这个时期,国际上出现了众多的商品化软件(见下表)。
表1-1 车身覆盖件冲压仿真及其相关软件在欧洲的使用情况[3]
公司名
称
Daimler Benz
Renault
Automobile
Volvo Car
Sollac
仿真软
件
AUTO FORM
LS-DYNA3D
LS-NIKE3D
OPTRIS
INDEED
ISOPUNCH
AF ONE STEP
SIMEX
OPTRIS
PAM-STAMP
AF ONE STEP
AUTO FORM
LS-DYNA3D
ISOPUNCH
AUTO
FORM
PAM-STAMP
OPTRIS
CAD 软
件
CATIA
SYRKO(专用)
I-DEAS
EUCLID
CATIA/VAMOS
网 格
生成器
MEDINA
DELTA MESH
TRANSK
HYPER MESH
DELTA MESH
AMORA
DELTA MESH
TRANSK

摘要:
展开>>
收起<<
摘要在板料冲压成型过程中,最终零件的成型要经过多道工序冲压。对于汽车车身零件来说,一般包括拉延,修边,整形或合边等工序。板料在冲压成型的过程中,经常能碰到拉裂或褶皱等问题,这些问题随着技术的发展及工作经验的增加,都逐步的解决。但板料的回弹问题,却一直困绕着工程技术人员。在板料的成型过程中,由于一直有外力的作用,促使材料发生弹性变形和塑性变形,其中塑性变形是主要变形,材料发生了塑性流动。当作用在材料上的外力撤消后,材料在内应力的作用下,相当于对材料施加了反向弯矩,使材料发生回弹,至使偏离零件的标准位置。当零件发生回弹时,严重影响整车安装进度和质量。通过回弹补偿将回弹量控制在许可的范围内,并同时保...
相关推荐
-
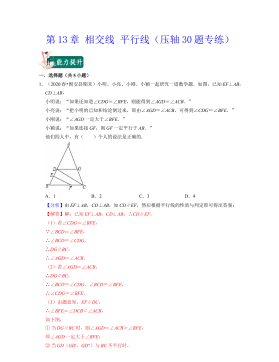
七年级数学下册(易错30题专练)(沪教版)-第13章 相交线 平行线(原卷版)VIP免费

 2024-10-14 25
2024-10-14 25 -
七年级数学下册(易错30题专练)(沪教版)-第13章 相交线 平行线(解析版)VIP免费
 2024-10-14 28
2024-10-14 28 -
七年级数学下册(易错30题专练)(沪教版)-第12章 实数(原卷版)VIP免费
 2024-10-14 27
2024-10-14 27 -
七年级数学下册(易错30题专练)(沪教版)-第12章 实数(解析版)VIP免费
 2024-10-14 19
2024-10-14 19 -
七年级数学下册(压轴30题专练)(沪教版)-第15章平面直角坐标系(原卷版)VIP免费
 2024-10-14 19
2024-10-14 19 -
七年级数学下册(压轴30题专练)(沪教版)-第15章平面直角坐标系(解析版)VIP免费
 2024-10-14 27
2024-10-14 27 -
七年级数学下册(压轴30题专练)(沪教版)-第14章三角形(原卷版)VIP免费
 2024-10-14 19
2024-10-14 19 -
七年级数学下册(压轴30题专练)(沪教版)-第14章三角形(解析版)VIP免费
 2024-10-14 30
2024-10-14 30 -
七年级数学下册(压轴30题专练)(沪教版)-第13章 相交线 平行线(原卷版)VIP免费
 2024-10-14 26
2024-10-14 26 -
七年级数学下册(压轴30题专练)(沪教版)-第13章 相交线 平行线(解析版)VIP免费
 2024-10-14 22
2024-10-14 22
作者:侯斌
分类:高等教育资料
价格:15积分
属性:84 页
大小:2.19MB
格式:PDF
时间:2024-11-19
相关内容
-
七年级数学下册(压轴30题专练)(沪教版)-第15章平面直角坐标系(解析版)
分类:中小学教育资料
时间:2024-10-14
标签:无
格式:DOCX
价格:15 积分
-
七年级数学下册(压轴30题专练)(沪教版)-第14章三角形(原卷版)
分类:中小学教育资料
时间:2024-10-14
标签:无
格式:DOCX
价格:15 积分
-
七年级数学下册(压轴30题专练)(沪教版)-第14章三角形(解析版)
分类:中小学教育资料
时间:2024-10-14
标签:无
格式:DOCX
价格:15 积分
-
七年级数学下册(压轴30题专练)(沪教版)-第13章 相交线 平行线(原卷版)
分类:中小学教育资料
时间:2024-10-14
标签:无
格式:DOCX
价格:15 积分
-
七年级数学下册(压轴30题专练)(沪教版)-第13章 相交线 平行线(解析版)
分类:中小学教育资料
时间:2024-10-14
标签:无
格式:DOCX
价格:15 积分


