
H13热作模具钢的高速切削研究
VIP免费
摘要
相对于传统的加工技术(如模具行业常用的电火花加工),高速切削技术更加
环保,对环境的污染小;同时,其所需要的加工工艺也比传统的加工方法要简单
的多,提高了加工效率;由于高速切削过程中产生的大部分热量被切屑带走,从
而提高了加工精度和表面质量。目前,用于高速切削的加工设备得到了迅速的发
展,但是与之相对应的高速切削加工机理的研究却相对比较滞后,这在很大程度
上制约了高速切削技术在实际中的应用,很多企业往往是拥有高速加工的设备,
却发挥不出高速切削的优势。因此,为了推动高速切削技术在更多领域的应用,
对高速切削的机理进行研究势在必行。
本文根据高速切削的基础理论,利用有限元方法对 H13 模具钢的高速切削过
程中的切削速度、切削深度、刀具前角等切削参数对切屑成型及切削力的影响进
行了深入研究。针对高速切削过程中切屑的成型和切削力,利用有限元方法,建
立了 H13 材料的二维正交切削模型,并借鉴文献[47]的实验数据对本文所建构的有
限元模型进行了验证,证明了所建构的模型在一定的精度范围内是合理的。通过
对H13 模具钢的高速切削过程的有限元分析,得到如下结论:
1.通过 H13 热作模具钢高速切削的模拟研究,得到了切削-切削速度(f-v)曲
线图,找到了低速与高速的临界转变速度为 75m/min,即当 H13 热作模具钢切削
加工速度
min/75mvc
时,称为低速切削,反之切削速度
min/75mvc
时,则称
为高速切削;
2.在低速范围内(即切削速度
min/75mvc
时)切削 H13 模具钢的过程中,
切削力随着切削速度的增加而增大,当超过临界速度(即
min/75m
),进入高速切
削范围,切削力则随着切削速度的提升而减小,但切削力的减小不是无限制的,
在达到某一速度(本文所得到的该速度为 200m/min)时维持在一个稳定值;切削
力随着刀具前角的增大而减小;切削深度对切削力具有较大的影响,切削力与切
削深度之间的关系近似为线性关系;
3.刀具前角对切削 H13 模具钢过程中产生的切屑形状具有重要的影响,随着刀
具前角的减小,切屑的锯齿化程度加剧,且形成锯齿状切屑的临界速度也随着刀
具前角的减小而减小;在低速切削范围内,易形成连续状切屑,而在高速阶段则
容易形成锯齿状切屑,且随着切削速度的提高,切屑的锯齿化程度越来越明显;
切削深度对切屑形状没有明显的影响;
上述结论对深入研究高速切削 H13 模具钢有一定的理论参考价值和实际指导
意义。
关键词:高速切削 H13 模具钢 有限元分析 绝热剪切
ABSTRACT
Comparing with traditional processing method, such as the EDM (Electric
Discharge Machining) used in the field of mould, HSM (High Speed Machining) is
greener, having a little environmental pollution. The process of HSM is simpler, which
improves the efficiency. And as the heat generating in the process of HSM is mostly
brought by chip, the work piece will get good precision and surface quality. The
equipments for HSM have good development, but the development of research of
principle of HSM is much more laggard than the former. This largely restricted real
application of HSM. Many enterprises have equipments for HSM, but these equipments
always can’t express their superiority. So in order to promote the application of HSM, it
is imperative to do the research of principle of HSM.
Based upon the basic theory of high speed machining, the author researched the
high speed machining process of the mold steel H13 using finite element method (FEM).
It concerned on the influence of cutting parameters, such as cutting speed, cutting depth,
rake angle etc. on chip formation and cutting force. It built up a two-dimension
orthogonal cutting model to simulate the cutting process of H13 by using ABAQUS
software, and verified the model through the experimental data. The model is verified to
be reasonable within in some precision range. Through the FEM analysis high speed
machining H13, it obtained some conclusions.
1) Through the simulation of high speed machining(HSM)hot work mold steel
H13, author got the curve of cutting force-cutting speed(f-v), finding the critical speed
which is 75m/min between low speed and high speed, i.e. it is low speed cutting when
the cutting speed
min/75mvc
in the process of cutting hot mold steel H13, on the
contrary it is high speed cutting when cutting speed
min/75mvc
;
2) In the process of cutting mold steel H13 in low speed range (i.e.
min/75mvc
),
cutting force would increase with the increasing of cutting speed, while it would
decrease with the increasing of cutting speed when the cutting speed exceeding critical
speed(i.e. 75m/min) in high speed range, but the decrease wouldn’t last forever and
cutting force would be a constant when the cutting speed reaching a certain value (it
was 200m/min in this paper); cutting force decreases with the increasing of rank angle;
cutting depth has great effect on the cutting force, cutting force is approximate
proportional to the cutting depth.
3) Rank angle has great effect on the chip formation in the process of cutting mold
steel H13. With the decrease of rank angle, the saw-tooth chip become serious, and the
critical speed in which the saw-tooth is formed decrease with the decrease of rank angle.
In the low speed rang, it is easy to form continuous chip, while it is easy form saw-tooth
in high speed range. The higher the cutting speed is, the more serious the saw-tooth is.
Cutting depth has no significant effect on the formation of chip.
Above conclusions have a certain of theoretical reference value and can be
instructive for the HSM H13.
Key words: High speed machining, H13 mold steel, FEM analysis,
Adiabatic shear
目 录
中文摘要
ABSTRACT
第一章 绪论 .....................................................................................................................1
§ 1.1 研究背景和意义 ............................................................................................. 1
§ 1.2 高速切削的概念及其特点 ............................................................................. 2
§ 1.3 国内外研究现状 ............................................................................................. 3
§ 1.3.1 国外研究现状 ........................................................................................ 3
§ 1.3.2 国内研究现状 ........................................................................................ 7
§1.4 本文研究内容 ....................................................................................................9
第二章 高速切削加工的理论基础 ...............................................................................10
§ 2.1 正交直角切削切削力理论模型 ................................................................... 10
§ 2.1.1 几何模型及切屑变形的基本关系 ...................................................... 10
§ 2.1.2 切削力的基本方程 .............................................................................. 13
§ 2.1.3 摩擦系数
和剪切角
.......................................................................16
§ 2.2 切削热和切削温度理论 ............................................................................... 17
§ 2.2.1 切削热 .................................................................................................. 18
§ 2.2.2 切削温度 .............................................................................................. 19
§ 2.2.2.1 剪切面上的平均温度 ................................................................. 19
§ 2.2.2.2 刀—屑接触区的平均温度 ......................................................... 20
§ 2.2.2.3 刀-工件接触区的平均温度 ........................................................21
§ 2.2.2.4 高速切削的总热量 ..................................................................... 21
§ 2.3 本章小结 ....................................................................................................... 21
第三章 H13 钢高速切削模型的创建及其机理 ...........................................................23
§ 3.1 有限元法的原理及 ABAQUS 求解器简介 .................................................23
§ 3.1.1 ABAQUS/Explicit 求解器的运动分析分析方程 ................................ 24
§ 3.2 切削仿真的有限元方程[44] ...........................................................................24
§ 3.2.1 ALE 准则中的守恒规则 ....................................................................26
§ 3.3 材料本够方程[45] ...........................................................................................26
§ 3.3.1 Johnson-Cook 材料模型 ....................................................................... 26
§ 3.3.2 Zerilli-Armstrong 本构方程 ..................................................................27
§ 3.3.3 Macgregor 本构方程 .............................................................................27
§ 3.4 切屑分离准则 ............................................................................................... 28
§ 3.4.1 Johnson-Cook 分离准则 ....................................................................... 28
§ 3.4.2 Cockroft-Latham 分离准则 .................................................................. 29
§ 3.4.3 剪切失效准则 ...................................................................................... 29
§ 3.5 前刀面摩擦模型 ........................................................................................... 30
§ 3.6 二维正交切削有限元模型 ........................................................................... 32
§ 3.6.1 二维正交切削几何模型 ...................................................................... 32
§ 3.6.2 边界条件 .............................................................................................. 33
§ 3.7 本章小结 ....................................................................................................... 33
第四章 高速切削切屑成型的研究 ...............................................................................34
§ 4.1 锯齿状切屑形成机理[49] ...............................................................................35
§ 4.2 二维有限元模型的验证 ............................................................................... 36
§ 4.3 加工参数对切屑成型的影响 ....................................................................... 40
§ 4.3.1 切削速度对切屑成型的影响 .............................................................. 40
§ 4.3.2 刀具前角对切屑成型的影响 .............................................................. 41
§ 4.3.3 切削深度对切屑成型的影响 .............................................................. 42
§ 4.4 本章小结 ....................................................................................................... 43
第五章 H13 模具钢的高速切削力的研究 ...................................................................45
§ 5.1 切削速度对切削力的影响 ........................................................................... 45
§ 5.2 刀具前角对切削力的影响 ........................................................................... 47
§ 5.3 切削厚度对切削力的影响 ........................................................................... 48
§ 5.4 本章小结 ....................................................................................................... 50
第六章 总结与展望 .......................................................................................................51
§ 6.1 总结 ............................................................................................................... 51
§ 6.1.1 本文工作总结 ........................................................................................51
§ 6.1.2 本课题的成果和创新点 ........................................................................51
§ 6.2 展望 ............................................................................................................... 52
参考文献 .........................................................................................................................53
在读期间公开发表的论文和承担科研项目及取得成果 .............................................57
致谢 .................................................................................................................................58

第一章 绪论
1
第一章 绪论
§1.1 研究背景和意义
模具制造是制造业的根基,是衡量一个国家科技水平的重要指标之一,没有
高水平的模具就没有高质量的产品。在电子、汽车、电机、仪器、仪表、家电、
通讯等产品中,六到八成的零件都要依靠模具成型。“十一五”期间,我国模具业
市场份额将达到 1200 亿元。汽车业是我国模具的最大客户,一种型号的汽车往往
需上千副模具。为了尽快适应新车型的需要,汽车外、内覆盖件模具和树脂防冲
挡的成形模具等均必须缩短制作周期和降低生产成本。汽车的外、内覆盖件、仪
表盘等大都采用注塑模具批量制造,而这些注塑模具一般都是复杂型腔和薄壳结
构,普通的切削加工往往不能同时满足表面粗糙度、弯曲度的精度要求,为此还
需施以适当的手工精修加工。然而模具采用高速、少切削精加工后,模具精度大
大提高,钳工修模工作量大大减少,模具制造周期可缩短 40%。因此高速切削加
工是此类模具加工制造的首选工艺方案[1]。
相对于传统的切削加工,高速切削更加环保,其对环境的污染较小;同时,
高速切削加工工艺相对比较简单,省去了许多费时费力的加工过程,缩短加工时
间,提高了加工效率;由于高速切削过程产生的大部分热量都被切屑带走,传入
工件和刀具的热量较少,从而提高了工件的加工精度和表面质量,对延长刀具的
使用寿命具有积极的影响。上述特点使得高速切削技术近些年来迅速崛起,成为
模具加工,汽车工业,航空航天等加工制造业竞相追逐的先进制造技术,并在这
些行业得到了广泛的应用。在经济全球化,市场竞争日益激烈的背景下,为了提
高自身产品的竞争力,必须在产品成本、加工效率以及产品质量等方面下功夫,
而高速切削技术正好能在这几方面起到积极的效应,由此推动了全球范围内对高
速切削技术的研究,不惜为此耗费大量的人力物力及财力。经过多年的努力研究
探索,对高速切削技术的研究已经取得了可喜的成绩。目前,比较成熟的结论是
关于铝合金的高速切削机理的研究,已经实现了理论与实践的结合,产生了实际
的经济效应。除此之外,有关其他材料的高速切削机理的研究还不完善,基本上
处于探索阶段,其中,尤以将高速切削技术应用于黑色金属及难加工材料的加工
制造的研究最为困难,对这些材料的研究已经成为该领域的热点。目前,这方面
的研究材料主要集中在模具钢、高温合金以及铸铁等上,研究的内容主要是切削
热变化规律、切削力以及刀具磨损等变量对加工表面完整性、加工效率以及精度

摘要:
展开>>
收起<<
摘要相对于传统的加工技术(如模具行业常用的电火花加工),高速切削技术更加环保,对环境的污染小;同时,其所需要的加工工艺也比传统的加工方法要简单的多,提高了加工效率;由于高速切削过程中产生的大部分热量被切屑带走,从而提高了加工精度和表面质量。目前,用于高速切削的加工设备得到了迅速的发展,但是与之相对应的高速切削加工机理的研究却相对比较滞后,这在很大程度上制约了高速切削技术在实际中的应用,很多企业往往是拥有高速加工的设备,却发挥不出高速切削的优势。因此,为了推动高速切削技术在更多领域的应用,对高速切削的机理进行研究势在必行。本文根据高速切削的基础理论,利用有限元方法对H13模具钢的高速切削过程中的...
相关推荐
-
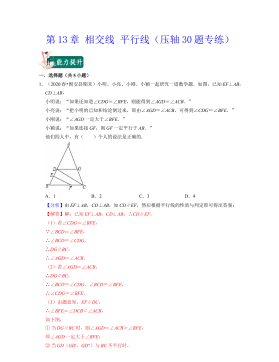
七年级数学下册(易错30题专练)(沪教版)-第13章 相交线 平行线(原卷版)VIP免费

 2024-10-14 25
2024-10-14 25 -
七年级数学下册(易错30题专练)(沪教版)-第13章 相交线 平行线(解析版)VIP免费
 2024-10-14 28
2024-10-14 28 -
七年级数学下册(易错30题专练)(沪教版)-第12章 实数(原卷版)VIP免费
 2024-10-14 27
2024-10-14 27 -
七年级数学下册(易错30题专练)(沪教版)-第12章 实数(解析版)VIP免费
 2024-10-14 19
2024-10-14 19 -
七年级数学下册(压轴30题专练)(沪教版)-第15章平面直角坐标系(原卷版)VIP免费
 2024-10-14 19
2024-10-14 19 -
七年级数学下册(压轴30题专练)(沪教版)-第15章平面直角坐标系(解析版)VIP免费
 2024-10-14 27
2024-10-14 27 -
七年级数学下册(压轴30题专练)(沪教版)-第14章三角形(原卷版)VIP免费
 2024-10-14 19
2024-10-14 19 -
七年级数学下册(压轴30题专练)(沪教版)-第14章三角形(解析版)VIP免费
 2024-10-14 30
2024-10-14 30 -
七年级数学下册(压轴30题专练)(沪教版)-第13章 相交线 平行线(原卷版)VIP免费
 2024-10-14 26
2024-10-14 26 -
七年级数学下册(压轴30题专练)(沪教版)-第13章 相交线 平行线(解析版)VIP免费
 2024-10-14 22
2024-10-14 22
作者:侯斌
分类:高等教育资料
价格:15积分
属性:61 页
大小:2.21MB
格式:PDF
时间:2024-11-19
相关内容
-
七年级数学下册(压轴30题专练)(沪教版)-第15章平面直角坐标系(解析版)
分类:中小学教育资料
时间:2024-10-14
标签:无
格式:DOCX
价格:15 积分
-
七年级数学下册(压轴30题专练)(沪教版)-第14章三角形(原卷版)
分类:中小学教育资料
时间:2024-10-14
标签:无
格式:DOCX
价格:15 积分
-
七年级数学下册(压轴30题专练)(沪教版)-第14章三角形(解析版)
分类:中小学教育资料
时间:2024-10-14
标签:无
格式:DOCX
价格:15 积分
-
七年级数学下册(压轴30题专练)(沪教版)-第13章 相交线 平行线(原卷版)
分类:中小学教育资料
时间:2024-10-14
标签:无
格式:DOCX
价格:15 积分
-
七年级数学下册(压轴30题专练)(沪教版)-第13章 相交线 平行线(解析版)
分类:中小学教育资料
时间:2024-10-14
标签:无
格式:DOCX
价格:15 积分


