
涂附磨具生产线涂胶量测控系统的研究与应用
VIP免费
摘 要
在涂附磨具生产线中,测量和控制涂胶量是保证产品质量的重要环节。本文
提出了利用测量胶桶内胶水重量的变化量来获得涂附磨具生产线涂胶量的称重法
测量控制方案。同时,在虚拟仪器开发平台 LabVIEW 的开发环境下,设计了一套
集实时数据采集、分析和现场实时测控于一体的自动测控系统。
首先运用胶桶称重传感器、胶盆称重传感器、电动球阀、步进电机、工控计
算机、显示仪表等组成的胶水称重法测控系统,实现了对涂附磨具生产线中涂布
胶水量的在线测控和数字显示,有效地提高了涂附磨具生产线的产品质量。
其次分析了胶桶重量与胶盆重量等因素的变化范围,并在此基础上选择相应
的传感器和执行机构作为测控系统的硬件部分,对测控系统的所需数据进行采集
和调控。比较了虚拟仪器相对于传统仪器的优势,将传感器技术、计算机技术和
虚拟仪器技术有机结合,进行涂胶量测控系统的软件设计。利用串口通信,实现
了对数据的实时采集,显示,对执行机构的控制以及数据管理的功能。
最后采用高精度 16 位A/D 转换芯片、光电隔离型 RS-232,实现了对传感器
微弱信号的采集与转换,提高了系统的精度和稳定性;采用液晶显示器作为显示
界面,并制作了测量系统面板图,实现了良好的人机操作界面。该测量控制系统
自设计、选型、调试至今,运行稳定,实现了涂附磨具生产线涂胶量的自动测量
控制,满足了用户的生产要求。
关键词:虚拟仪器 涂附磨具生产线 涂胶量 称重法 测量控制系统
ABSTRACT
The gelatinizing quantity measuring and controlling in coated abrasives production
line is the important link to ensure the product quality. This paper proposed a measuring
and controlling scheme with the weighing method which acquires the gelatinizing
quantity in coated abrasives production line by measuring the weight variation of glue
in the glue bucket. Meanwhile, in the development environment of LabVIEW, this
paper designed a set of automatic measuring and controlling system with the functions
of real-time data collection, analysis, measuring and controlling.
First, this paper mainly uses the glue weighing system composed of glue bucket
weighing sensor, glue basin weighing sensor, electric ball valve, step motor, industrial
controlling computer and display instrument to realize the gelatinizing quantity
measuring and controlling and digital display in coated abrasives production line, make
the product quality in coated abrasive production line improved effectively.
Secondly, this paper analyzes the factors such as the weight of glue bucket and the
weight of glue basin, and based on this, chooses corresponding sensors and actuators as
the hardware part of the measuring and controlling system, gather and control the datas
required for the measuring and controlling system. This paper has compared the virtual
instrument’s advantage with the traditional instruments, combined the sensor
technology and computer technology with virtual instrument technology, designed the
software for the gelatinizing quantity measuring and controlling system. Using the serial
communication, this paper has achieved the functions of the real-time data acquisition
and display, the control of actuators and data management.
Finally,using the high precision 16 A/D conversion chip, photoelectric isolated
type RS-232, the system has realized the weak signal’s acquisition and conversion of
the sensor, improved the precision and stability of the system. The system has adopted
the LCD monitor as display interface, made the measurement system panel figure, and
realized the good human-machine interface. The measuring and controlling system has
been run stably from the design, selection, debugging to today, realized the automatic
measuring and controlling of the gelatinizing quantity in coated abrasives production
line, met with the production requirements of the users.
Key words: Virtual Instrument, Coated Abrasives Production line,
The Gelatinizing Quantity ,Weighing Method,Measuring
and Controlling System
目 录
中文摘要
ABSTRACT
第一章 绪论 .................................................................................................................... 1
§1.1 研究背景 ............................................................................................................. 1
§1.2 国内外研究现状 ................................................................................................. 1
§1.3 虚拟仪器技术和 LabVIEW ................................................................................ 2
§1.4 研究目标及方法 ................................................................................................. 4
§1.5 创新点及意义 ..................................................................................................... 4
§1.6 本文的结构及主要内容 ..................................................................................... 5
第二章 测控系统的测量原理及控制算法 .................................................................... 6
§2.1 测控系统的称重法测控原理 ............................................................................. 6
§2.2 测控系统的控制算法 ......................................................................................... 7
§2.2.1 数字滤波和数据处理 .................................................................................. 7
§2.2.2 数字 PID 控制 ........................................................................................... 15
§2.3 本章小结 ........................................................................................................... 27
第三章 测控系统硬件设计 .......................................................................................... 28
§3.1 测控系统硬件结构的选型和安装 ................................................................... 28
§3.1.1 传感器的选择与安装 ................................................................................ 28
§3.1.2 光电编码器的选择与安装 ....................................................................... 31
§3.1.3 二次仪表和接口盒的选择与安装 ............................................................ 32
§3.1.4 串行通信总线的选择 ................................................................................ 32
§3.1.5 上位机的选择 ............................................................................................ 33
§3.1.6 电动 V型调节球阀的选择 ....................................................................... 33
§3.1.7 步进电机与细分驱动器的选择 ................................................................ 36
§3.2 硬件抗干扰设计 ............................................................................................... 38
§3.3 本章小结 ........................................................................................................... 39
第四章 测控系统软件设计及现场应用 ...................................................................... 41
§4.1 虚拟仪器系统概述 ........................................................................................... 41
§4.1.1 虚拟仪器系统组成 .................................................................................... 41
§4.1.2 虚拟仪器开发平台 ................................................................................... 41
§4.1.3 LabVIEW 开发环境 .................................................................................. 42
§4.2 测控系统软件主要功能模块 ........................................................................... 43
§4.2.1 运行主界面 ................................................................................................ 43
§4.2.2 数据采集与程序框图设计 ........................................................................ 43
§4.2.3 参数设置 .................................................................................................... 49
§4.2.4 历史数据报表的生成 ................................................................................ 49
§4.3 工程现场应用及分析 ....................................................................................... 52
§4.3.1 测控系统获得的现场数据 ........................................................................ 52
§4.3.1 测控系统现场出现的问题及解决措施 .................................................... 53
§4.4 本章小结 ........................................................................................................... 54
第五章 总结与展望 ...................................................................................................... 55
§5.1 总结 ................................................................................................................... 55
§5.2 展望 ................................................................................................................... 55
参考文献 ........................................................................................................................ 57
在读期间公开发表的论文和承担科研项目及取得成果 ............................................ 64
致 谢 ............................................................................................................................ 65

第一章 绪论
1
第一章 绪论
§1.1 研究背景
涂附磨具在工业制造和加工业中占有重要的位置,涂附磨具技术的提高直接
影响着世界制造工业技术的进步和提升。而在涂附磨具生产线中,涂胶量的测量
和控制是制约其生产能力和产品质量进一步提高的瓶颈,因此是否能准确地测量
和控制涂胶量成了决定涂附磨具产品质量和稳定性的关键因素[1,2
涂附磨具技术的广泛应用[
]。
3],推进了世界制造工业技术的进步和提升[4],为世
界的科技进步和人类文明做出了应有的贡献。任何一项工业技术的发展,都会对
社会经济产生巨大的影响。近年来,随着涂附磨具技术的快速发展,在一些发达
国家如美国、德国,涂附磨具的销售额已稳居涂附、固结、超硬三大磨具系列之
首,产值已占磨具总产值的 40%左右,而德国已达到 50%左右。涂附磨具的优势
和潜能由此可见一斑[5
随着中国改革开放,我国的涂附磨具业从无到有,从小到大,得到了飞速发
展。我国涂附磨具 2009 年年产量 3.5 亿平方米,产量居世界第一。我国制造的涂
附磨具转换装备出口到美国、日本、加拿大、俄罗斯、韩国、台湾、越南、泰国
等发达和发展中国家和地区。普通磨料 2008 年年产量近 200 万吨;棕刚玉磨料出
口69-70 万吨;磨具出口约 15 万吨,居世界第一。超硬材料金刚石 2009 年年产
56.9 亿克拉,占世界总产量的 80%以上;金刚石、立方氮化硼的生产从原材料、
装备、工艺,产品、制品都拥有完全自主的知识产权。但是,与发达国家相比,
我国的涂附磨具业,无论是在特定的某项技术水平还是在单体经济规模效应方面,
都存在很大的差距[
]。
6
中国经济目前仍正处于快速发展阶段。钢铁、汽车产量居世界之首,金属及
木材等加工业发展迅速,对高品质、多品种的涂附磨具,特别是砂带的需要量日
趋增大。这种趋势为涂附磨具的使用与发展开拓了广阔的前景,中国的涂附磨具
产业应抓住机会,加大科技力量投入,进一步加强与国外知名企业的交流与合作,
迅速提高我国涂附磨具的技术水平及质量水平,努力缩小与国际先进涂附磨具技
术水平之间的差距。
]。
本文是中国机床工具工业协会涂附磨具分会的“涂附磨具生产线涂胶量测量
控制系统” 项目的部分研究内容 。
§1.2 国内外研究现状
在涂附磨具众多产品中,份额最大、最有潜力的产品是砂带。它的迅速发展
和应用,推动了整个涂附磨具生产技术向高层次、高科技方向迈进,从而使涂附
涂附磨具生产线涂胶量测控系统的研究与应用
2
磨具进入了机械化、自动化、联动化的生产阶段,产品品种大量增加,质量日趋
完善,使用日益扩大[7,8
在上世纪八十年代引进砂带及大卷制造设备和产品技术时,我国研究机构曾
对国外著名的大公司的产品,与国内采用国产原材料按国外配方工艺生产的完全
相同类型的砂带产品,在同样的磨削条件下,作过磨削数椐的比较,其中的差距
是比较大的[3]。虽然这些测试至今已事隔很多年,但在这次测试之后漫长的时间内,
砂带和大卷的制造技术,以及三大原材料——基体、粘结剂、磨料,没有作过重
大改变,其配方工艺也一直沿用至今。所以本文认为,我国砂带及大卷的质量水
平,从总体上来评价,可能仍然停留在上世纪八十年代的质量水平上。当然在本
世纪初,国内的一些大企业,也陆续从国外引进了一些特殊产品的制造技术,这
些产品的质量有可能处于目前的领先地位,但仅仅是少数产品。
]。
在砂带大卷生产的装备水平上,国内的一些大中型企业都是从国外引进的居
多,近年来也有国内自行设计制造的,有的正规机械设备厂制造的大卷生产设备,
它的机械结构、制作水平也稍逊于国外的先进水平。本文认为无论是进口设备还
是国产设备,它存在的最大的缺陷是监控性能欠佳,这是影响大卷产品质量及其
稳定性在机械设备上的主要原因[9
近年来我国的一些企业引进的设备一般都采用β-射线穿透式测量涂层厚度,
但其稳定性、安全性和精确度也不够高,而且射线还对人体有辐射。现在美国NDK
公司已研制出了γ-射线式测厚装置,其测量精度在 0.25mm测量误差为±0.25%,
测量精度及稳定性、安全性均较以前测量系统有所提高,再配以触摸式监控显示
和自动反馈控制,加上干燥线上温度自动控制,已形成一套较完整的涂附磨具测
量控制系统,可以保证每批产品的稳定质量。但是技术是人家的,国内企业在引
进国外设备时,大都因为γ-射线式测厚装置价格异常昂贵,且维护保养,操作复
杂等原因而作罢[
]。例如涂胶量是决定产品质量和稳定性的关键因
素,而我国使用的设备绝大多数却还是要凭操作人员的感觉和经验来调整其使用
量。必要时对产品割取样品后用天平称重计算,无法在生产线上直接读取数据。
所以,不同生产批次、不同操作工人所生产的产品的质量差别是显而易见的。
10,11
从我国涂附磨具行业尝试与国外合资生产,引进外国资金,试图用市场换技
术、用资金买技术的实践证明,国外真正先进的核心技术是换不到和买不来的。
只有通过创新,开发出拥有自主知识产权的新产品,研制出自己的涂附磨具生产
线涂胶量测量控制系统,才能真正提高我国砂带质量水平,才能最终使我国由“涂
附磨具制造大国”成为“涂附磨具制造强国”。
]。
§1.3 虚拟仪器技术和 LabVIEW
虚拟仪器是在通用计算机平台上,用户根据自己的需求来定义和设计测试功

摘要:
展开>>
收起<<
摘要在涂附磨具生产线中,测量和控制涂胶量是保证产品质量的重要环节。本文提出了利用测量胶桶内胶水重量的变化量来获得涂附磨具生产线涂胶量的称重法测量控制方案。同时,在虚拟仪器开发平台LabVIEW的开发环境下,设计了一套集实时数据采集、分析和现场实时测控于一体的自动测控系统。首先运用胶桶称重传感器、胶盆称重传感器、电动球阀、步进电机、工控计算机、显示仪表等组成的胶水称重法测控系统,实现了对涂附磨具生产线中涂布胶水量的在线测控和数字显示,有效地提高了涂附磨具生产线的产品质量。其次分析了胶桶重量与胶盆重量等因素的变化范围,并在此基础上选择相应的传感器和执行机构作为测控系统的硬件部分,对测控系统的所需数...
相关推荐
-
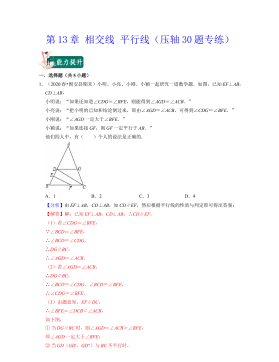
七年级数学下册(易错30题专练)(沪教版)-第13章 相交线 平行线(原卷版)VIP免费

 2024-10-14 26
2024-10-14 26 -
七年级数学下册(易错30题专练)(沪教版)-第13章 相交线 平行线(解析版)VIP免费
 2024-10-14 29
2024-10-14 29 -
七年级数学下册(易错30题专练)(沪教版)-第12章 实数(原卷版)VIP免费
 2024-10-14 27
2024-10-14 27 -
七年级数学下册(易错30题专练)(沪教版)-第12章 实数(解析版)VIP免费
 2024-10-14 19
2024-10-14 19 -
七年级数学下册(压轴30题专练)(沪教版)-第15章平面直角坐标系(原卷版)VIP免费
 2024-10-14 19
2024-10-14 19 -
七年级数学下册(压轴30题专练)(沪教版)-第15章平面直角坐标系(解析版)VIP免费
 2024-10-14 27
2024-10-14 27 -
七年级数学下册(压轴30题专练)(沪教版)-第14章三角形(原卷版)VIP免费
 2024-10-14 19
2024-10-14 19 -
七年级数学下册(压轴30题专练)(沪教版)-第14章三角形(解析版)VIP免费
 2024-10-14 30
2024-10-14 30 -
七年级数学下册(压轴30题专练)(沪教版)-第13章 相交线 平行线(原卷版)VIP免费
 2024-10-14 26
2024-10-14 26 -
七年级数学下册(压轴30题专练)(沪教版)-第13章 相交线 平行线(解析版)VIP免费
 2024-10-14 23
2024-10-14 23
作者:高德中
分类:高等教育资料
价格:15积分
属性:65 页
大小:1.9MB
格式:PDF
时间:2024-11-19
相关内容
-
七年级数学下册(压轴30题专练)(沪教版)-第15章平面直角坐标系(解析版)
分类:中小学教育资料
时间:2024-10-14
标签:无
格式:DOCX
价格:15 积分
-
七年级数学下册(压轴30题专练)(沪教版)-第14章三角形(原卷版)
分类:中小学教育资料
时间:2024-10-14
标签:无
格式:DOCX
价格:15 积分
-
七年级数学下册(压轴30题专练)(沪教版)-第14章三角形(解析版)
分类:中小学教育资料
时间:2024-10-14
标签:无
格式:DOCX
价格:15 积分
-
七年级数学下册(压轴30题专练)(沪教版)-第13章 相交线 平行线(原卷版)
分类:中小学教育资料
时间:2024-10-14
标签:无
格式:DOCX
价格:15 积分
-
七年级数学下册(压轴30题专练)(沪教版)-第13章 相交线 平行线(解析版)
分类:中小学教育资料
时间:2024-10-14
标签:无
格式:DOCX
价格:15 积分


